-


-
-


WeChat


Производство различных типов сварных деталей
Мы подготовили подробное руководство по производству различных типов сварных деталей, чтобы помочь вам разобраться в тонкостях процесса. Вы узнаете о современных методах сварки, выборе материалов, контроле качества и многом другом. Наша цель – предоставить вам все необходимые знания для успешного производства сварных конструкций любого уровня сложности. От простых элементов до сложных узлов – мы рассмотрим все аспекты, необходимые для достижения превосходного результата.
Введение в производство сварных деталей
Производство различных типов сварных деталей играет ключевую роль во многих отраслях промышленности, от машиностроения до строительства. Этот процесс позволяет создавать прочные и надежные соединения металлических элементов, обеспечивая целостность конструкций.
Основные методы сварки
Существует множество методов сварки, каждый из которых имеет свои преимущества и недостатки. Выбор метода зависит от типа материала, толщины деталей, требований к прочности и эстетике шва.
Ручная дуговая сварка (РДС/MMA)
Ручная дуговая сварка, или РДС, – один из самых распространенных методов. Она проста в освоении и подходит для работы с широким спектром материалов. Этот метод требует использования покрытых электродов. Недостатком является более низкая производительность и вероятность образования шлака.
Полуавтоматическая сварка в среде защитных газов (MIG/MAG)
Сварка MIG/MAG использует проволоку в качестве электрода и защитный газ (аргон, углекислый газ или их смеси) для защиты сварочной ванны от воздействия атмосферы. Этот метод обеспечивает высокую производительность и отличное качество шва. MIG (Metal Inert Gas) используется для сварки инертными газами (аргон), а MAG (Metal Active Gas) – активными газами (углекислый газ).
Аргонодуговая сварка (TIG/WIG)
Аргонодуговая сварка, или TIG, – это метод, при котором используется неплавящийся вольфрамовый электрод и инертный газ (аргон). Этот метод обеспечивает высокое качество шва, идеален для сварки тонких листов и нержавеющей стали. Требует высокого профессионализма сварщика.
Контактная сварка
Контактная сварка основана на использовании тепла, выделяемого при прохождении электрического тока через соединяемые детали. Включает в себя точечную, шовную и стыковую сварку. Применяется в основном для соединения листового металла.
Выбор материалов для сварных деталей
Выбор материала для сварных деталей критичен для обеспечения прочности, долговечности и функциональности конструкции. Основными параметрами при выборе являются: химический состав, механические свойства (предел прочности, твердость, пластичность), свариваемость, коррозионная стойкость и стоимость.
Сталь
Сталь – наиболее распространенный материал для сварки. Различают углеродистые, низколегированные и нержавеющие стали. Каждая группа имеет свои особенности и области применения.
Алюминий и его сплавы
Алюминий и его сплавы обладают высокой прочностью к весу и коррозионной стойкостью. Сварка алюминия требует специальных методов и оборудования.
Другие материалы
Также можно сваривать медь, титан и другие металлы и сплавы. Для каждого материала необходимо учитывать его особенности и подбирать соответствующий метод сварки и сварочные материалы.
Технологический процесс производства сварных деталей
Процесс производства сварных деталей состоит из нескольких этапов, от проектирования до контроля качества.
Проектирование и чертежи
На этапе проектирования разрабатываются чертежи, определяющие размеры, форму и материалы деталей. Важно учитывать сварочные швы, их расположение и тип.
Подготовка деталей
Подготовка включает в себя резку, гибку, обработку кромок и очистку поверхностей от загрязнений.
Сборка и сварка
Сборка деталей осуществляется в соответствии с чертежами. Сварка производится выбранным методом, с соблюдением технологических параметров (ток, напряжение, скорость сварки).
Контроль качества
Контроль качества включает в себя визуальный осмотр швов, неразрушающий контроль (ультразвуковой, рентгеновский) и, при необходимости, механические испытания.
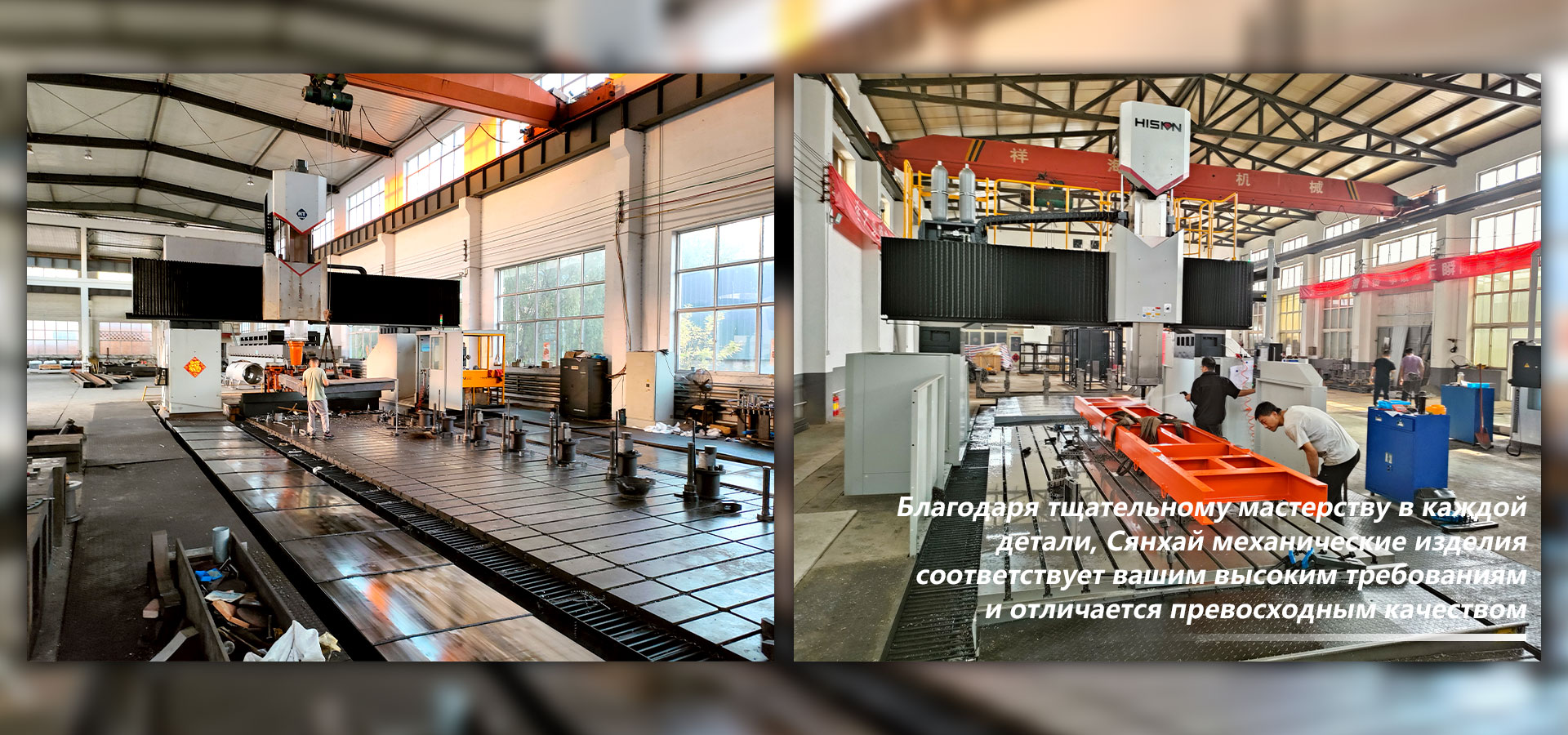
Оборудование и инструменты для сварки
Для производства сварных деталей необходимо специализированное оборудование и инструменты.
Сварочные аппараты
Сварочные аппараты бывают различных типов: трансформаторные, инверторные, полуавтоматы и аппараты для аргонодуговой сварки. Выбор зависит от метода сварки и объема производства.
Сварочные электроды и проволока
Электроды и проволока выбираются в зависимости от свариваемого материала и метода сварки.
Защитные средства
Сварщику необходимо использовать защитные средства: сварочную маску, перчатки, спецодежду, чтобы обеспечить безопасность при работе.
Вспомогательные инструменты
К вспомогательным инструментам относятся: сварочные тиски, магниты, щетки, молотки, измерительные инструменты.
Повышение квалификации сварщиков
Обучение и повышение квалификации сварщиков – важный аспект обеспечения качества сварных деталей. Существуют различные курсы, сертификации и программы повышения квалификации. ООО Тяньцзинь Цзюйсин Cянхай Механизм всегда заботится о подготовке своих специалистов.
Практические примеры производства сварных деталей
Рассмотрим несколько примеров производства сварных деталей в различных областях:
Машиностроение
Сварные рамы, корпуса, элементы подвески.
Строительство
Сварные металлоконструкции для зданий и сооружений, фермы, балки.
Производство трубопроводов
Сварка труб различных диаметров и материалов.
Автомобилестроение
Сварка кузовов, рам, элементов шасси.
Контроль качества сварных соединений
Качество сварных соединений определяется различными методами контроля.
Визуальный осмотр
Визуальный осмотр – один из самых простых и распространенных методов контроля, который позволяет выявить дефекты поверхности шва.
Неразрушающий контроль (НК)
НК включает в себя ультразвуковой, рентгенографический и капиллярный методы контроля, позволяющие выявить внутренние дефекты шва.
Механические испытания
Механические испытания включают в себя испытания на растяжение, изгиб, ударную вязкость, позволяющие оценить прочность и другие механические свойства сварного соединения.
Ошибки при производстве сварных деталей и способы их исправления
При производстве сварных деталей могут возникнуть различные ошибки, которые приводят к дефектам. Основные ошибки и способы их исправления:
Пористость
Пористость возникает из-за попадания газов в сварочную ванну. Причины: загрязнение материала, неправильный выбор защитного газа, несоблюдение технологических параметров. Исправление: очистка материала, подбор правильного газа, корректировка параметров сварки.
Трещины
Трещины возникают из-за внутренних напряжений в сварном шве. Причины: неправильный выбор сварочного материала, быстрое охлаждение шва. Исправление: использование правильных материалов, предварительный подогрев, правильная последовательность сварки.
Непровар
Непровар – отсутствие сплавления между деталями. Причины: недостаточный ток, неправильная скорость сварки, загрязнение кромок. Исправление: увеличение тока, корректировка скорости сварки, тщательная очистка кромок.
Подрез
Подрез – углубление по краям шва. Причины: слишком высокий ток, неправильный угол наклона электрода. Исправление: снижение тока, корректировка угла наклона.
Заключение
Производство различных типов сварных деталей – сложный, но увлекательный процесс. Освоив все тонкости, вы сможете создавать прочные и надежные конструкции. Надеемся, что наше руководство поможет вам в этом!
Таблица: Сравнительный анализ методов сварки
| Метод сварки | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| РДС (MMA) | Простота, доступность, универсальность | Низкая производительность, шлак, необходимость замены электродов | Ремонт, небольшие конструкции, строительные работы |
| MIG/MAG | Высокая производительность, хорошее качество шва, легко автоматизировать | Требует дорогостоящего оборудования, чувствителен к ветру | Машиностроение, автомобилестроение, металлоконструкции |
| TIG/WIG | Высокое качество шва, возможность сварки различных материалов, эстетичный шов | Высокая стоимость, требует высокого профессионализма сварщика, низкая скорость | Авиастроение, пищевая промышленность, сварка тонких листов |
Источник данных: https://www.gobel.ru/catalog/svarochnoe_oborudovanie/
Соответствующая продукция
Соответствующая продукция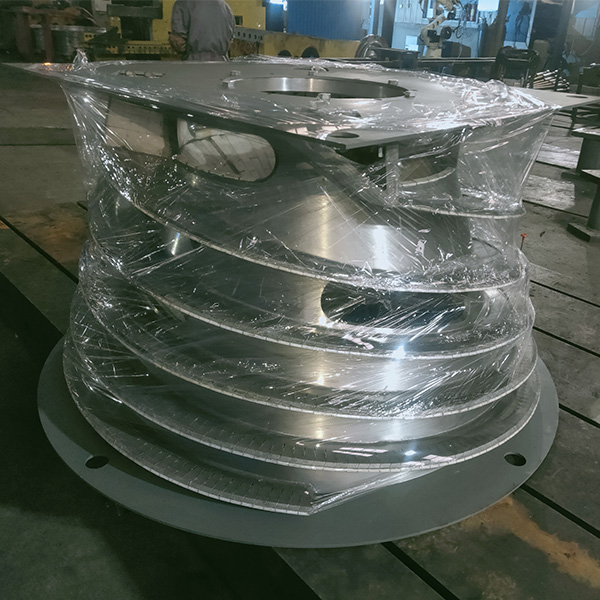




Самые продаваемые продукты
Самые продаваемые продукты-
 Держатель вала с водяным охлаждением
Держатель вала с водяным охлаждением -
 Обработка на расточном станке с ЧПУ
Обработка на расточном станке с ЧПУ -
 Сварка крупных конструктивных деталей
Сварка крупных конструктивных деталей -
 Нива с водяным охлаждением
Нива с водяным охлаждением -
 Фланцевый обратный клапан
Фланцевый обратный клапан -
 Купольный клапан 200
Купольный клапан 200 -
 Дробилка
Дробилка -
 Намотчик
Намотчик -
 Сварка крупногабаритных деталей
Сварка крупногабаритных деталей -
 Вал с водяным охлаждением
Вал с водяным охлаждением -
 Обработка на вертикальных и горизонтальных обрабатывающих центрах
Обработка на вертикальных и горизонтальных обрабатывающих центрах -
 Сварка корзины просеивающей машины
Сварка корзины просеивающей машины
Связанный поиск
Связанный поиск- Ведущие страны-покупатели колец из нержавеющей стали DN100 для силовых клапанов из Китая
- Производители нижних соединений DN400 из нержавеющей стали для силовых клапанов
- Основные страны-покупатели колец
- Ведущие поставщики валов DN50 из нержавеющей стали для энергетических клапанов из Китая
- Производители больших портальных расточных станков
- Производители спиральных скребков
- DN300 клапан с водяным охлаждением
- Дешевые тяжелые 2 метра токарный станок с ЧПУ обработки основной покупатель страны
- Асбестовая прокладка DN200
- Основные страны-покупатели для корпусов клапанов DN400