-


-
-


WeChat


Производство сварки нержавеющей стали
Производство сварки нержавеющей стали – это критически важный процесс во многих отраслях промышленности, от пищевой и химической до архитектурной и автомобильной. Качество сварных соединений напрямую влияет на долговечность, надежность и безопасность конечного продукта. В этой статье мы рассмотрим все аспекты, связанные с производством сварки нержавеющей стали, от выбора материалов до контроля качества.
Выбор материалов для сварки нержавеющей стали
Первым шагом в производстве сварки нержавеющей стали является выбор правильных материалов. Нержавеющая сталь – это сплав, основным компонентом которого является железо, с добавлением хрома, никеля и других элементов для улучшения коррозионной стойкости и механических свойств. Важно учитывать тип нержавеющей стали, который вы используете, так как это влияет на выбор сварочного процесса и присадочных материалов.
Типы нержавеющей стали и их применение
- Аустенитная нержавеющая сталь: Наиболее распространенный тип, обладающий отличной коррозионной стойкостью и хорошей свариваемостью. Примеры: 304, 316. Широко используется в пищевой промышленности, химическом машиностроении.
- Ферритная нержавеющая сталь: Обладает хорошей коррозионной стойкостью и низкой стоимостью. Примеры: 430. Применяется в автомобильной промышленности, архитектуре.
- Мартенситная нержавеющая сталь: Обладает высокой прочностью и твердостью. Примеры: 410. Используется в производстве инструментов и деталей, требующих высокой износостойкости.
- Дуплексная нержавеющая сталь: Комбинирует свойства аустенитной и ферритной стали, обеспечивая высокую прочность и коррозионную стойкость.
Выбор присадочных материалов
Выбор присадочного материала критичен для получения качественного сварного соединения. Присадочный материал должен соответствовать типу свариваемой нержавеющей стали и обеспечивать необходимые механические свойства и коррозионную стойкость.
Например, для сварки стали 304 рекомендуется использовать присадочный материал 308, а для стали 316 – присадочный материал 316L. При выборе присадочного материала необходимо учитывать рекомендации производителя и стандарты сварки.
Процессы сварки нержавеющей стали
Существует несколько основных процессов сварки, используемых для производства сварки нержавеющей стали. Каждый процесс имеет свои преимущества и недостатки, и выбор зависит от требований конкретного проекта.
Сварка TIG (GTAW)
Сварка TIG (Tungsten Inert Gas) – это процесс сварки неплавящимся электродом в среде инертного газа. Это один из наиболее распространенных методов сварки нержавеющей стали, обеспечивающий высокое качество сварных соединений и отличный контроль над процессом. TIG сварка подходит для сварки тонколистового металла и сложных конструкций. ООО Тяньцзинь Цзюйсин Cянхай Механизм предлагает широкий выбор сварочного оборудования для сварки TIG.
- Преимущества: Высокое качество шва, отличный контроль над процессом, подходит для различных толщин металла.
- Недостатки: Более медленный процесс по сравнению с другими методами, требует высокой квалификации сварщика.
Сварка MIG (GMAW)
Сварка MIG (Metal Inert Gas) – это процесс сварки плавящимся электродом в среде инертного газа. Этот метод более производителен, чем TIG сварка, и подходит для сварки больших объемов. MIG сварка часто используется в автоматизированных процессах производства. Однако, качество шва может быть ниже, чем при TIG сварке, если не контролируются параметры сварки.
- Преимущества: Высокая производительность, подходит для автоматизации.
- Недостатки: Менее точный контроль над процессом, качество шва может быть ниже.
Сварка MMA (SMAW)
Сварка MMA (Manual Metal Arc) – это процесс сварки плавящимся электродом, покрытым флюсом. Это простой и универсальный метод сварки, который может использоваться в различных условиях, включая полевые работы. MMA сварка не требует сложного оборудования, но качество шва зависит от квалификации сварщика.
- Преимущества: Универсальность, простота использования, подходит для полевых работ.
- Недостатки: Низкая производительность, качество шва может быть ниже, чем при других методах.
Оборудование и инструменты для сварки нержавеющей стали
Для производства сварки нержавеющей стали необходимо использовать правильное оборудование и инструменты. Выбор оборудования зависит от выбранного сварочного процесса и требований к качеству сварных соединений.
Сварочные аппараты
Существуют различные типы сварочных аппаратов, каждый из которых предназначен для определенного сварочного процесса. При выборе сварочного аппарата необходимо учитывать его характеристики, такие как максимальный сварочный ток, напряжение и тип используемого газа.
Присадочные материалы
Как упоминалось ранее, правильный выбор присадочного материала критичен для получения качественного сварного соединения. Присадочные материалы должны соответствовать типу свариваемой нержавеющей стали и обеспечивать необходимые механические свойства и коррозионную стойкость. Выбор присадочного материала зависит от выбранного процесса сварки.
Защитные газы
Защитный газ необходим для защиты сварочной ванны от атмосферного воздействия и обеспечения качественного сварного соединения. Для сварки нержавеющей стали обычно используются аргон, гелий или их смеси. Выбор защитного газа зависит от сварочного процесса и типа свариваемой стали.
Вспомогательные инструменты
К вспомогательным инструментам относятся сварочные горелки, держатели электродов, молотки для шлака, щетки по металлу и другие инструменты, необходимые для подготовки и обработки сварных соединений.
Подготовка к сварке нержавеющей стали
Перед началом сварки необходимо тщательно подготовить материалы и оборудование. Это включает в себя очистку поверхности металла от загрязнений, подготовку кромок и сборку деталей.
Очистка поверхности
Поверхность металла должна быть тщательно очищена от ржавчины, масла, грязи и других загрязнений. Это можно сделать с помощью механической очистки (щетки, шлифовка), химической очистки (растворители, травильные пасты) или пескоструйной обработки. Правильная подготовка поверхности критична для получения качественного сварного соединения.
Подготовка кромок
Кромки деталей, подлежащих сварке, должны быть подготовлены в соответствии с требованиями к сварному соединению. Форма кромок зависит от толщины металла, сварочного процесса и типа сварного соединения. Обычно используются V-образные, U-образные или J-образные кромки.
Сборка деталей
Детали должны быть правильно собраны и зафиксированы перед сваркой. Важно обеспечить правильное позиционирование деталей и соблюдение зазоров между ними. Для сборки можно использовать прихватки, струбцины или другие приспособления.
Техника сварки нержавеющей стали
Техника сварки зависит от выбранного сварочного процесса и требований к качеству сварных соединений. Важно соблюдать правильные параметры сварки, такие как сварочный ток, напряжение, скорость сварки и подача защитного газа.
Основные параметры сварки
- Сварочный ток: Определяет количество тепла, выделяемого при сварке.
- Напряжение: Определяет напряжение дуги.
- Скорость сварки: Влияет на форму и размеры сварного шва.
- Подача защитного газа: Обеспечивает защиту сварочной ванны от атмосферного воздействия.
Режимы сварки
Режимы сварки (параметры сварки) должны быть подобраны в соответствии с типом свариваемой стали, толщиной металла и требованиями к качеству сварных соединений. Важно соблюдать рекомендации производителя и использовать соответствующее оборудование. Подробнее о режимах сварки можно узнать из справочников и технических руководств. Например, вы можете обратиться к рекомендациям Lincoln Electric.
Особенности сварки
Сварка нержавеющей стали имеет свои особенности, связанные с высоким содержанием хрома и никеля. Необходимо учитывать эти особенности при выборе сварочного процесса, присадочных материалов и параметров сварки.
Контроль качества сварных соединений
Контроль качества является важным этапом в производстве сварки нержавеющей стали. Он позволяет выявить дефекты сварных соединений и обеспечить их соответствие требованиям стандартов. Существуют различные методы контроля качества, такие как визуальный осмотр, неразрушающий контроль и разрушающий контроль.
Визуальный осмотр
Визуальный осмотр – это наиболее простой и доступный метод контроля качества. Он включает в себя осмотр сварных соединений на наличие видимых дефектов, таких как трещины, поры, шлаковые включения и непровары. Визуальный осмотр часто является первым этапом контроля качества.
Неразрушающий контроль
Неразрушающий контроль (НК) позволяет выявить дефекты внутри сварных соединений, не разрушая их. Существуют различные методы НК, такие как ультразвуковая дефектоскопия, радиографический контроль и капиллярный контроль. Выбор метода зависит от типа сварного соединения и требований к качеству.
Разрушающий контроль
Разрушающий контроль (РК) предполагает разрушение сварных соединений для оценки их механических свойств и выявления дефектов. К методам РК относятся испытания на растяжение, изгиб и ударную вязкость. РК используется для подтверждения качества сварных соединений и определения соответствия требованиям стандартов.
| Метод | Описание | Преимущества | Недостатки |
|---|---|---|---|
| Визуальный осмотр | Осмотр сварных швов невооруженным глазом или с помощью увеличительных приборов | Простота, доступность, быстрота | Обнаруживает только поверхностные дефекты |
| Ультразвуковой контроль | Использование ультразвуковых волн для обнаружения дефектов внутри шва | Обнаруживает внутренние дефекты, высокая точность | Требует квалифицированного персонала, дороговизна |
| Радиографический контроль | Использование рентгеновского излучения для получения изображения внутреннего строения шва | Обнаруживает внутренние дефекты, высокая надежность | Требует соблюдения мер безопасности, дороговизна |
Заключение
Производство сварки нержавеющей стали – это сложный, но важный процесс, требующий знаний, опыта и правильного оборудования. Соблюдение всех этапов, от выбора материалов до контроля качества, позволит получить высококачественные сварные соединения, отвечающие требованиям стандартов и обеспечивающие надежность и долговечность изделий. Если вам необходимы сварочные работы, обратите внимание на предложения ООО Тяньцзинь Цзюйсин Cянхай Механизм.
Источники:
- Lincoln Electric - Советы по сварке нержавеющей стали
- Справочники по сварке, технические руководства производителей оборудования и материалов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Соединитель подводного кабеля
Соединитель подводного кабеля -
 Корпус
Корпус -
 Купольный клапан 80 с веерообразной подачей
Купольный клапан 80 с веерообразной подачей -
 Обработка на расточном станке с ЧПУ
Обработка на расточном станке с ЧПУ -
 Шнек
Шнек -
 Обработка на вертикальных и горизонтальных обрабатывающих центрах
Обработка на вертикальных и горизонтальных обрабатывающих центрах -
 Вал с водяным охлаждением
Вал с водяным охлаждением -
 Верхняя пластина с водяным охлаждением
Верхняя пластина с водяным охлаждением -
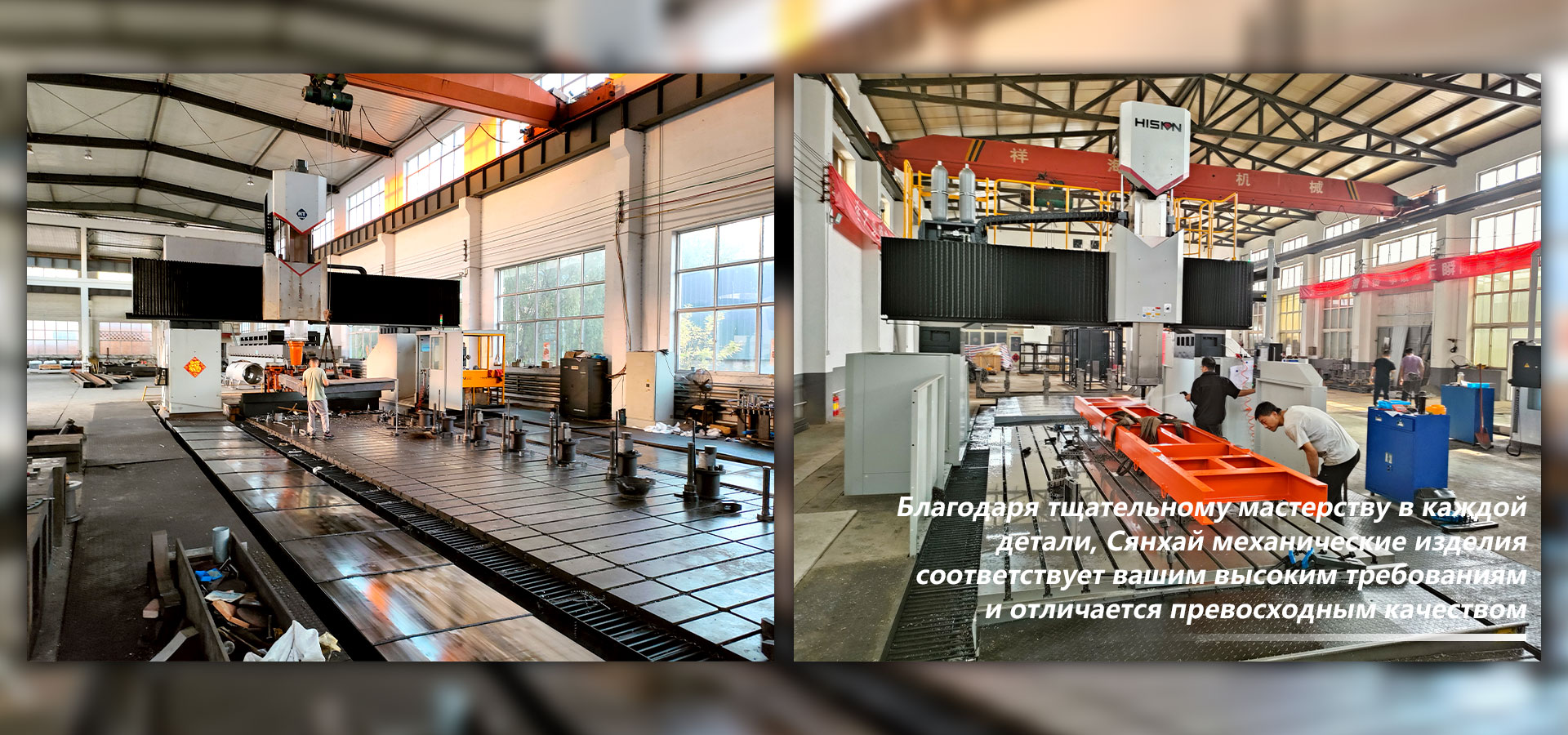
 Сварка крупных конструктивных деталей
Сварка крупных конструктивных деталей -
 Дробилка
Дробилка -
 Формовочная машина
Формовочная машина -
 Купольный клапан 200
Купольный клапан 200
Связанный поиск
Связанный поиск- Поставщики утолщенной верхней пластины DN150 для силовых клапанов Q235/нержавеющая сталь
- Производители донных соединений DN100
- Дешевые основные покупатели сварных деталей машин
- Основная страна-покупатель сварки
- Кольцо втулки из нержавеющей стали DN250 для электроклапана
- Поставщики колец из нержавеющей стали для силовых клапанов DN150
- Производитель сварки стеллита
- Производитель нижних соединений DN300
- Держатели валов DN50
- Дешевые основные покупатели крупных обрабатывающих центров для обработки на станках с ЧПУ